首頁(yè)
Home-
關于盛仕達
about us -
産(chǎn)品中(zhōng)心
products -
銷售與服務(wù)
sale&service -
新(xīn)聞資訊
News Center 聯系我們
Contact Us服務(wù)咨詢電(diàn)話
158-7483-8202


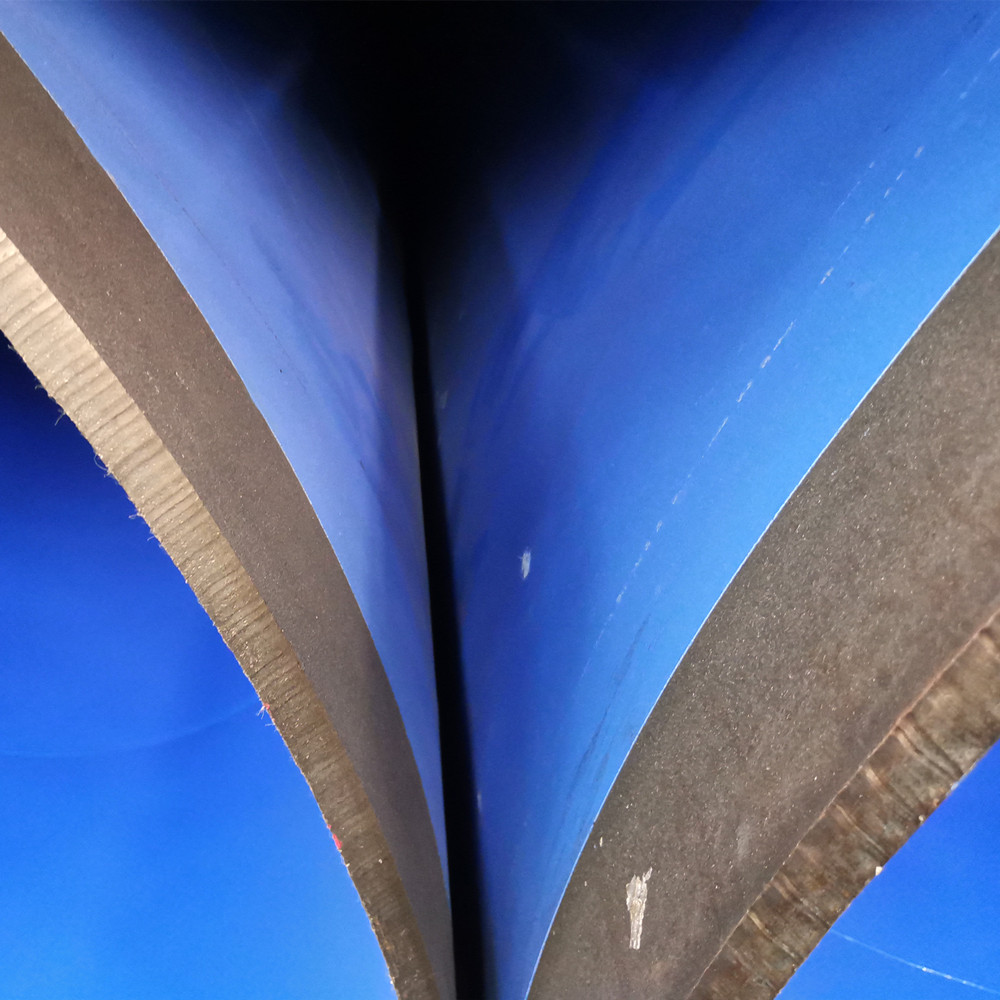
塗塑螺旋鋼管憑借其優異的耐腐蝕性、高承壓能(néng)力及長(cháng)使用(yòng)壽命,被廣泛應用(yòng)于市政供水、石油化工(gōng)、海洋工(gōng)程等領域。盛仕達作(zuò)為(wèi)塗塑螺旋管生産(chǎn)廠家,深知産(chǎn)品質(zhì)量與技(jì )術創新(xīn)的重要性,緻力于為(wèi)客戶提供質(zhì)優的管道解決方案。
一、原材料選擇:質(zhì)量從源頭抓起
塗塑螺旋鋼管的性能(néng)取決于基材與塗層的雙重質(zhì)量,因此原材料篩選是生産(chǎn)的第一道關卡。
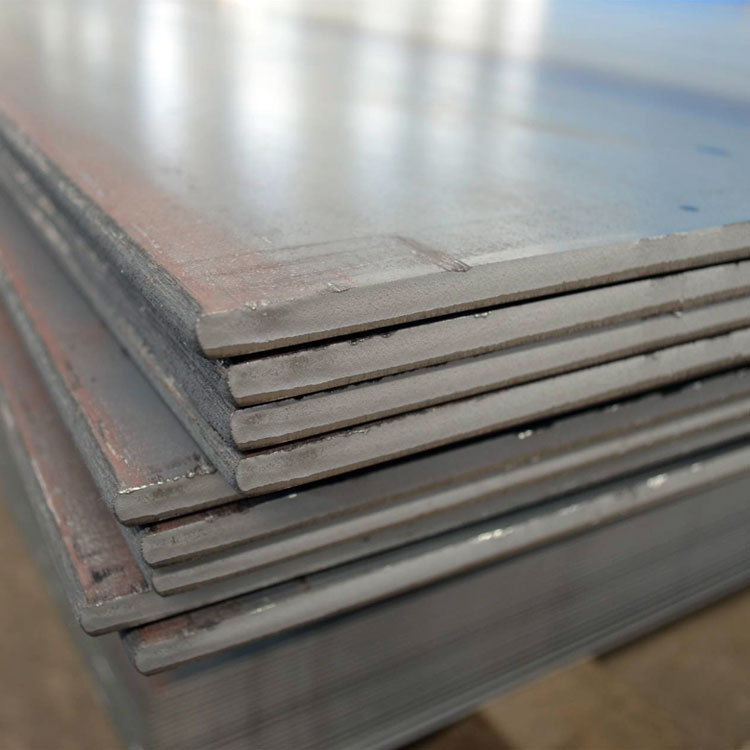
基材鋼管的嚴格标準
材質(zhì)要求:優先選用(yòng)Q235B、L245等低碳鋼螺旋鋼管,其焊接性能(néng)優異且成本可(kě)控。化工(gōng)、海洋等腐蝕性環境可(kě)升級為(wèi)Q345B等高強度鋼,但需注意碳當量(Ceq≤0.45%)以避免焊接裂紋。
尺寸精(jīng)度:鋼帶厚度偏差需控制在±0.2mm以内,寬度偏差不超過±5mm。若基材橢圓度超标(>1%),易導緻塗層厚度不均甚至局部脫落。
塗層材料的适配性
環氧樹脂(EP):适用(yòng)于供水、消防管道,需通過GB/T 17219飲用(yòng)水衛生認證,且固含量≥98%。
聚乙烯(PE):耐酸堿性能(néng)強,适合化工(gōng)管道,但需關注熔融指數(MI值0.3-2.0g/10min)以确保流動性與附着力。
特殊需求:高寒地區(qū)需添加增韌劑提升塗層抗低溫脆性;礦山(shān)環境可(kě)選用(yòng)含耐磨填料的改性塗層。
預處理(lǐ)工(gōng)藝:決定塗層壽命的關鍵
噴砂除鏽:須達到Sa2.5級(表面無可(kě)見油脂、氧化皮,殘留鏽斑≤5%),粗糙度控制在40-80μm。噴砂後4小(xiǎo)時内需完成塗覆,避免二次生鏽。
化學(xué)清洗:針對油污較重的鋼管,采用(yòng)堿性脫脂劑(pH 9-11)與酸洗(鹽酸濃度10%-15%)結合處理(lǐ),最後用(yòng)純水沖洗至中(zhōng)性。
二、工(gōng)藝控制:精(jīng)度決定性能(néng)
塗塑螺旋鋼管的生産(chǎn)涉及成型、焊接、塗覆等多(duō)道工(gōng)序,任一環節失控均會導緻産(chǎn)品缺陷。
螺旋成型與焊接工(gōng)藝
成型角度:根據管徑調整鋼帶螺旋角(通常20°-85°),角度偏差過大會導緻焊縫偏移或應力集中(zhōng)。
焊接參數:采用(yòng)雙面埋弧焊(SAW),電(diàn)流控制在300-500A,電(diàn)壓28-34V,焊速1.0-1.5m/min。焊縫需100%通過超聲波探傷(UT),氣孔、夾渣等缺陷率≤3%。
塗覆工(gōng)藝的四大核心參數
溫度控制:預熱溫度需達200-220℃(環氧樹脂)或180-200℃(聚乙烯),溫度波動±5℃将導緻塗層固化不足或焦化。
塗層厚度:采用(yòng)靜電(diàn)噴塗時,噴槍距離鋼管30-50cm,移動速度0.5-1.0m/s,确保單層厚度0.2-0.3mm,總厚度0.5-3.0mm(根據需求分(fēn)層噴塗)。
固化時間:環氧樹脂需在180℃下固化20-30分(fēn)鍾,聚乙烯塗層需水冷卻至50℃以下再離線(xiàn),防止熱應力開裂。
缺陷修複:局部漏塗或氣泡需打磨至基材,重新(xīn)補塗并二次固化,禁止直接覆蓋修補。
三、質(zhì)量檢測:全流程閉環管理(lǐ)
從原材料到成品,需建立三級檢測體(tǐ)系(自檢、互檢、專檢),确保每根鋼管符合标準。
關鍵性能(néng)測試
附着力測試:采用(yòng)劃格法(間距1mm)評估,塗層剝離面積≤5%為(wèi)合格;或使用(yòng)拉力試驗機,附着力≥10MPa(環氧樹脂)或≥8MPa(聚乙烯)。
耐腐蝕性:鹽霧試驗(5% NaCl,35℃)1000小(xiǎo)時後,塗層無起泡、剝落;化學(xué)試劑浸泡(10% H₂SO₄或NaOH)30天,失重率≤0.5%。
承壓能(néng)力:水壓試驗壓力為(wèi)設計壓力的1.5倍,保壓5分(fēn)鍾無滲漏。例如DN500管道設計壓力1.6MPa,測試時需加壓至2.4MPa。
外觀與尺寸驗收
塗層外觀:目視檢查無流挂、橘皮、針孔等缺陷;内壁需用(yòng)内窺鏡檢測,确保無雜質(zhì)附着。
尺寸公(gōng)差:外徑允許偏差±0.5%,壁厚偏差±10%,長(cháng)度偏差±50mm。

掃描關注微信公(gōng)衆号
關注微信公(gōng)衆号