鋼管刷漆
環氧煤瀝青防腐鋼管就是我們常說的幾布幾油,常見的有(yǒu)一布兩油,三布兩油,五布三油,七布四油。
環氧煤瀝青防腐螺旋鋼管組份為(wèi)環氧煤瀝青底漆和面漆,都是以環氧樹脂和煤瀝青為(wèi)主要成膜物(wù),添加各種防鏽顔料、絕緣性填料、增韌劑、流平劑、稀釋劑、防沉劑等制成。外觀:底漆甲組分(fēn)鐵紅色,乙組分(fēn)黑色,面漆均為(wèi)黑色。具(jù)有(yǒu)耐化學(xué)介質(zhì)腐蝕性和良好的物(wù)理(lǐ)機械性能(néng),粘結力好,塗膜堅韌,并有(yǒu)電(diàn)絕緣性和抗滲透性,抗雜散電(diàn)流和抗微生物(wù)侵蝕性,成膜後,可(kě)減少施工(gōng)道數。
主要的執行标準SY/T0447《埋地鋼質(zhì)管道環氧煤瀝青防腐層技(jì )術标準》和SY/T0457《鋼質(zhì)管道液體(tǐ)環氧塗料内防腐層技(jì )術标準》。
主要用(yòng)于埋地或水下鋼質(zhì)輸油、輸氣、供水、供熱管道的外壁防腐,也适用(yòng)于各類鋼結構、碼頭、船舶、水閘、煤氣儲罐、煉油化工(gōng)廠設備防腐及混凝土管、污水池、樓頂防水層、衛生間、地下室等混凝土結構的防水和防滲漏。
鋼管塗塑
采用(yòng)PE(改性聚乙烯)進行熱浸塑或EP(環氧樹脂)進行内外塗覆,通過噴、滾、浸、吸工(gōng)藝在鋼管(底管)内表面熔接一層塑料防腐層或在内外表面熔接塑料防腐層的鋼塑複合鋼管。塗塑鋼管具(jù)有(yǒu)優良的耐腐蝕性和比較小(xiǎo)的摩擦阻力。
同時塗層本身還具(jù)有(yǒu)良好的電(diàn)氣絕緣性,不會産(chǎn)生電(diàn)蝕。吸水率低,機械強度高,摩擦系數小(xiǎo),能(néng)夠達到長(cháng)期使用(yòng)的目的。塗塑鋼管适用(yòng)于各種形式的循環水系統(民(mín)用(yòng)循環水、工(gōng)業循環水),性能(néng)優良,防腐年限可(kě)達50年;各種化工(gōng)流體(tǐ)輸送(耐酸、堿、鹽的腐蝕);礦山(shān)、礦井的通風管、供、排水管等。
鋼管鍍鋅
熱鍍鋅是鋼管在熱浸的條件下對表面鍍鋅,它的附着力很(hěn)強,不容易脫落,可(kě)以防止鋼管生鏽。通常電(diàn)鍍鋅(冷鍍鋅:鋼鐵在冷卻的條件下在表面鍍鋅)鋅層厚度在5~15μm,而熱鍍鋅層一般在35μm以上,目前我們熱鍍鋅層可(kě)做到200μm。
鋼管熱鍍鋅處理(lǐ)有(yǒu)嚴格的操作(zuò)流程,除鏽後的鋼件侵入500℃左右融化的鋅液中(zhōng),經過上料—>酸洗、水洗—>溶劑—>烘幹—>熱鍍鋅—>内、外吹—>滾标、标識—>鈍化—>檢驗—>包裝(zhuāng)。
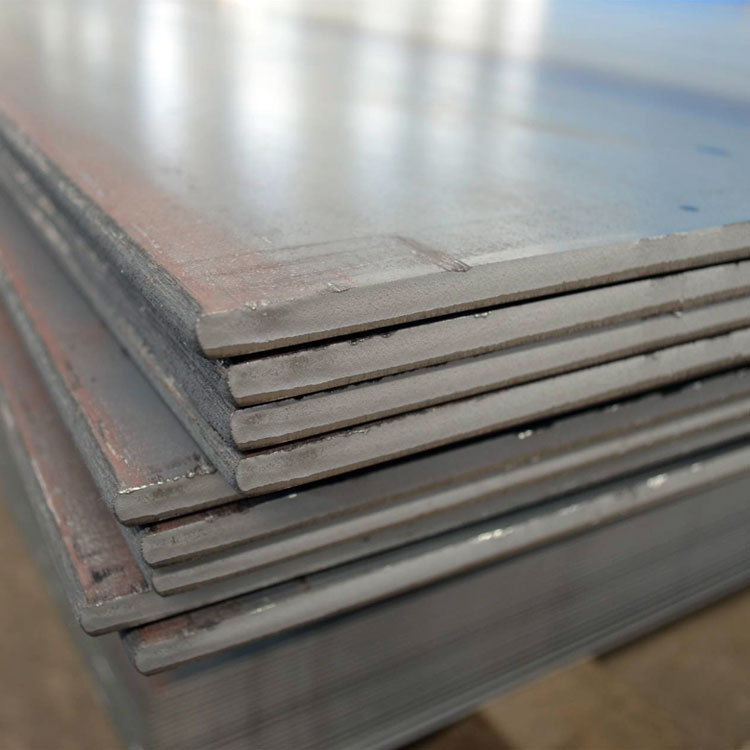
管道坡口
管道坡口是主要為(wèi)了焊接工(gōng)件,确保焊接度,普通情況下用(yòng)機加工(gōng)方法加工(gōng)出的型面,要求不高時也可(kě)以氣割(如果是一類焊縫,需超聲波探傷的,則隻能(néng)用(yòng)機加工(gōng)方法),但需去除氧化渣,根據需要,有(yǒu)K型坡口,V型坡口,U型坡口等,但大多(duō)要求保留一定的鈍邊。
焊接接頭坡口形式有(yǒu)以下幾種:
I型:該坡口是垂直的角邊,主要是用(yòng)于壓力不大的鋼結構,還有(yǒu)薄闆和密封焊。即接口兩端一般為(wèi)垂直不打磨的角邊;适用(yòng)于較薄的焊接母材。
U型:該坡口的根部比較薄,主要用(yòng)于厚壁的高壓管道等等。即接口需打磨成U形狀;适用(yòng)于較厚的焊接母材。
X型:即接口需打磨成X形狀;适用(yòng)于比較厚的焊接母材。
V型:即接口需打磨成V形狀;适用(yòng)于比較薄的焊接母材。
坡口的選擇方法:
坡口除确保焊透外,還能(néng)起到調節母材金屬和填充金屬比例的作(zuò)用(yòng),由此可(kě)以調整焊縫的性能(néng)。坡口型式的選擇主要根據闆厚和采用(yòng)的焊接方法确定,同時兼顧焊接工(gōng)作(zuò)量大小(xiǎo)、焊接材料消耗、坡口加工(gōng)成本和焊接施工(gōng)條件等,以提高生産(chǎn)率和降低成本。
截管服務(wù)
盛仕達鋼材切割機是專門切割加工(gōng)的機械設備,适用(yòng)材質(zhì)鑄鐵、鑄鋼、結構鋼、工(gōng)具(jù)鋼、不鏽鋼等。廣泛應用(yòng)于石油、化工(gōng)、水處理(lǐ)、電(diàn)力、天然氣、冶金、造船、鍋爐等行業以及其他(tā)新(xīn)建項目。
盛仕達主要采用(yòng)氧割方式進行截管服務(wù)。先是氧-乙炔火焰将金屬熔化(此時的氧、乙炔比例與焊接時相同),然後加大氧氣流量,讓高速氣流把熔融的金屬吹走,同時由于過量的氧使金屬燃燒,從而産(chǎn)生更高的溫度使金屬進一步熔化。簡單地說,氧割就是利用(yòng)過量的氧使金屬保持連續燃燒,熔化自己本身的過程。
定制化包裝(zhuāng)
合适的包裝(zhuāng),不僅便于裝(zhuāng)卸,還能(néng)避免貨生鏽、變形和損壞。
盛仕達可(kě)以嚴格按照國(guó)際出口包裝(zhuāng)标準對貨物(wù)進行處理(lǐ),其中(zhōng)包括:鋼帶打捆,麻繩打捆,管端配塑料管帽或鋼十字架,編織袋包裝(zhuāng),防水布包裝(zhuāng),普通木(mù)箱或木(mù)托包裝(zhuāng),熏蒸木(mù)箱或木(mù)托包裝(zhuāng)等。
為(wèi)服務(wù)好客戶,我們将根據訂單的實際情況,為(wèi)客戶專門設計性價比高的包裝(zhuāng)方式,确保貨物(wù)運裝(zhuāng)運。
彎管服務(wù)
彎管在加工(gōng)的過程中(zhōng)經常會采用(yòng)其壓彎使其彎管進行彎曲的方法。在進行制作(zuò)的過程中(zhōng)所采用(yòng)的設備大多(duō)數為(wèi)通用(yòng)的機械壓力機以及液壓機,有(yǒu)時候也會采用(yòng)折彎壓力機。
彎管在加工(gōng)的過程中(zhōng)通常情況下會使用(yòng)其卷闆機,設備采用(yòng)其三輥卷闆機按三點決定一圓的道理(lǐ),對闆坯進行其連續的彎曲,這樣三輥其卷闆機在使用(yòng)的過程中(zhōng)會具(jù)有(yǒu)兩個傳動輥和一個壓下輥。
彎管在制作(zuò)時可(kě)以調節其壓下輥的上下位置,這樣可(kě)以改變它和傳動輥之間的相對距離。
彎管在進行拉彎的過程中(zhōng),其闆材會置于傳動軸以及壓下輥之間,在運行時其傳動輥的正反方向是交換轉動的,會使得闆材往複運動,調節其壓下輥使之逐步壓下。這樣就可(kě)以将闆材彎曲成所需要曲率的圓柱面、曲率較小(xiǎo)的雙曲面以及圓錐面,彎管的壓下輥一端可(kě)直接升起,便于卸出工(gōng)件。
彎管在進行加工(gōng)的過程中(zhōng)會對其精(jīng)度的要求是比較高的,産(chǎn)品的長(cháng)度以及曲率半徑要求比較大橫向尺寸要求較小(xiǎo)的彎曲件,可(kě)在拉彎機上進行拉彎。彎管加工(gōng)時,管材全部厚度上都受拉應力的作(zuò)用(yòng)。